Sintered Metal Fiber Felt Filter: field notes from a fast-evolving niche
If you spend enough time on production floors—hydraulic skids, polymer lines, even battery slurry rooms—you’ll hear the same refrain: “We need stable filtration under nasty conditions.” That’s where the Sintered Felt Web steps in. It’s a Sintered Metal Fiber Felt Filter built for punishment: high dP, thermal cycling, aggressive media. Many customers say it “just keeps breathing” after others cake up. To be honest, that reliability is why it’s gaining traction in 2025 procurement shortlists.
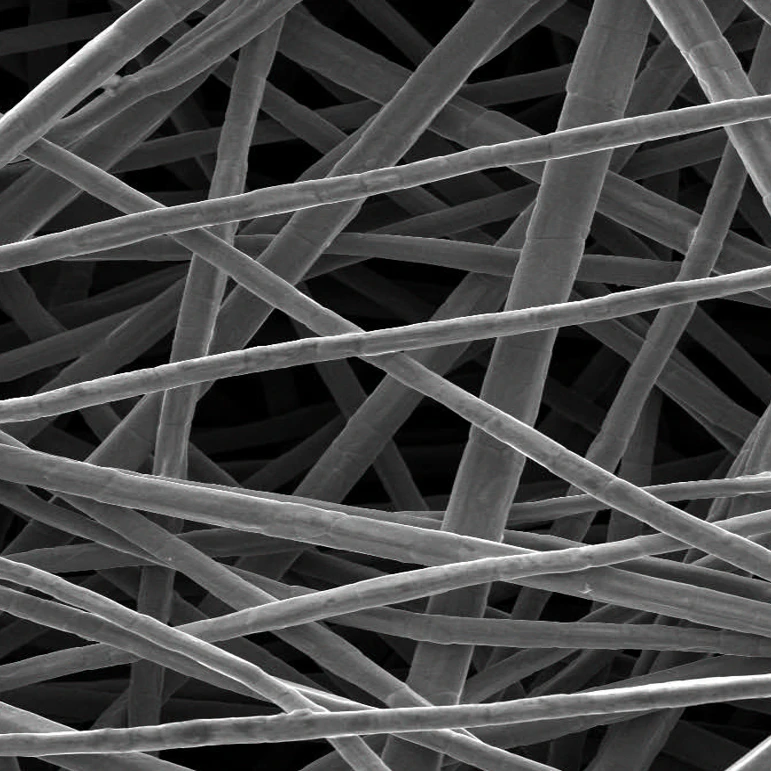
Origin matters: engineered and shipped from Rm. C-1301, Hyde Park Plaza, No. 66 Yuhua W. Road, Shijiazhuang, 050056 China. The product description notes a highly uniform structure and ultra-high porosity; it can be produced in wider formats (specs on request). The texture feels almost textile-like, but behaves like metal under stress—which is the trick.
Why the market is moving this way
Three trends I keep seeing: tighter ESG-driven fluid reuse, higher-solids slurries (hello, cathode plants), and elevated uptime targets. A Sintered Metal Fiber Felt Filter with gradient porosity and welded seams survives CIP, steam, shock, and still hits beta ratios. It seems that procurement teams are replacing disposable depth media with re-cleanable metal felt to shave op-ex by 15–30%—your mileage may vary.
Typical specifications (real-world use may vary)
| Parameter | Typical value | Notes |
|---|---|---|
| Material | 316L or FeCrAl fibers | Alloy selection per chemistry/temperature |
| Micron rating (nominal) | 3–80 μm ≈ | ASTM F316/ISO 16889 correlation |
| Porosity | 75–90% ≈ | High dirt-holding capacity |
| Max temperature | 316L: ~500°C; FeCrAl: up to ~800°C | Continuous service; spikes allowed |
| Burst/collapse | Per ISO 2941/2942 tests | Data available on request |
| Service life | 6–36 months ≈ | Depends on CIP frequency/media |
How it’s made (short version)
– Metal fibers are drawn/spun and randomly laid to form a web.
– Multi-layer stacking for gradient porosity (coarse-to-fine).
– Vacuum sintering for metallurgical bonding; no binders.
– Rolling/leveling to target thickness; laser or TIG seam welding for elements.
– Testing: ASTM F316 bubble point, ISO 16889 multi-pass, ISO 2941 collapse, ISO 3968 ΔP-flow.
Where it works
Hydraulic and lube oil polishing, polymer melt guard filtration, refining and petrochem hot gas, solvent recovery, food-grade gases (with proper alloy and cleanroom build), Li-ion slurry classification, and water treatment backwashable elements. One paint plant told me their Sintered Metal Fiber Felt Filter halves changeouts after switching from pleated wire mesh.
Vendor snapshot (informal, from RFQs I’ve seen)
| Vendor | Media | Micron range | Lead time | Strengths | Watch-outs |
|---|---|---|---|---|---|
| China Porous Filters (Sintered Felt Web) | 316L/FeCrAl fiber felt | 3–80 μm | ≈3–5 weeks | Custom sizes, competitive pricing | Specs vary by project—clarify tests |
| EU Brand A | Fiber felt + support mesh | 5–40 μm | ≈6–8 weeks | Tight QA, documentation depth | Premium pricing |
| Generic Importer | Felt sheets | 10–100 μm | ≈2–4 weeks | Fast, low MOQ | Limited test data, variable welds |
Customization and QA
Options include alloy (316L, 904L, FeCrAl), thickness (0.2–1.5 mm ≈), pleat geometry, core/cage patterns, and end-cap designs (DOE, 222/226, custom flanges). For regulated environments, ask for ISO 9001 QA traceability, material certs (EN 10204 3.1), and documented tests (ASTM F316, ISO 16889 reports). Actually, a quick FAT with your fluid beats any brochure.
Case notes (quick hits)
– Battery slurry: 10 μm felt cut gel defects by ~23% after CIP every 48 hours.
– Polymer melt: 25 μm gradient media held ΔP stable 2x longer than woven mesh.
– Refining off-gas: FeCrAl felt ran at ~650°C with minimal sinter creep over 9 months.
Testing and data points
– ISO 16889 β10 ≥ 200 (typical target for polishing duty).
– Initial ΔP: around 2–6 kPa at 1 m/s face velocity (ISO 3968 method).
– Bubble point aligns with ASTM F316; gradient stacks show tighter PSD tails.
Note: Values are indicative; validate on-site with your media, temperature, and duty cycle.
Citations
- ISO 16889: Hydraulic fluid power—Filters—Multi-pass method for evaluating filtration performance.
- ASTM F316: Standard Test Methods for Pore Size Characteristics of Membrane Filters by Bubble Point and Mean Flow Pore Test.
- ISO 2941/2942/3968: Collapse/burst, structural integrity, and pressure-drop vs. flow tests for filter elements.
- EN 10204 3.1: Metallic products—Types of inspection documents.
POROYAL is dedicated to the research and development of powder sintered porous filter technology, establishing itself as a leading innovator in advanced porous material solutions.Titanium and plastic filters POROYAL engineers deliver high-value engineering solutions to address complex product design challenges across diverse industries, including petrochemical, oilfield, water treatment, food & beverage, pharmaceutical, chemical processing, medical devices, vacuum conveying, and other specialized applications.Metal porous filter Our expertise encompasses comprehensive liquid-solid and gas-solid separation technologies tailored to meet customer-specific requirements.At POROYAL, we function as an integrated enterprise comprising four specialized divisions—dedicated to the development of Metal Sintered Porous Filters, Plastic Sintered Porous Filters, Metal Fibers, and Medical & Laboratory filtration solutions. Metal Porous Filters Manufacturer
Through collaborative innovation, we engineer sustainable technologies that enhance performance, optimize efficiency, and deliver measurable success for our customers.China Plastic Porous Filtersr|super blog