Understanding Porous PE Filters: Innovations and Applications
The demand for precise and efficient filtration solutions is continuously growing across various industrial and scientific sectors. At the forefront of this evolution are PE filters, engineered porous materials offering exceptional performance in critical applications. These filters, primarily fabricated from high-density polyethylene (HDPE) or ultra-high molecular weight polyethylene (UHMWPE), are designed to provide superior chemical resistance, mechanical strength, and controllable pore structures.
Their versatility makes them indispensable for applications ranging from advanced laboratory diagnostics to industrial fluid separation and medical device components. Key related filter types that often leverage similar porous polymer technology include syringe filters, venting filters, and specialized medical filters, many of which utilize the robust properties of UHMWPE filters.
Industry Trends and Market Drivers for PE Filtration
The global filtration market is experiencing robust growth, driven by stringent regulatory requirements, increasing awareness of environmental protection, and technological advancements in material science. For PE filters, specific trends include:
- Miniaturization and Precision: Growing demand for smaller, more precise filters in medical devices, diagnostics, and microfluidic systems, where PE filters excel due to their uniform pore distribution and ability to be molded into intricate shapes.
- Biocompatibility: The increasing need for biocompatible materials in healthcare, making medical filters made from PE a preferred choice for implants, drug delivery, and cell culture applications.
- Sustainable Solutions: Emphasis on durable, long-lasting, and reusable filtration media to reduce waste and operational costs. The chemical inertness and mechanical resilience of PE contribute to extended service life.
- Customization: A significant shift towards highly customized filtration solutions tailored to specific application parameters, driving innovation in pore size, shape, and overall filter design.
- Automation Integration: Design of filters compatible with automated dispensing and processing systems, critical in high-throughput laboratory and manufacturing environments.
These trends underscore the importance of materials like polyethylene that can meet diverse and evolving industrial demands, positioning PE filters as a cornerstone of modern filtration technology.
Technical Specifications and Material Properties
PE filters are manufactured primarily from high-density polyethylene (HDPE) or ultra-high molecular weight polyethylene (UHMWPE), known for their excellent balance of properties. The porous structure is typically achieved through a sintering process of fine polymer powders, creating a tortuous path for fluid flow while retaining particulate matter.
Key characteristics that define the performance of PE filters include:
- Pore Size: Ranging from sub-micron (e.g., 0.1 µm) for fine particulate removal to tens of microns (e.g., 100 µm) for coarser filtration, precisely controlled during manufacturing.
- Porosity: Typically between 30% and 50%, influencing flow rate and dirt-holding capacity.
- Chemical Resistance: Inert to a wide range of acids, bases, and organic solvents, making them suitable for aggressive chemical environments.
- Mechanical Strength: High tensile strength and abrasion resistance, especially in UHMWPE filters, allowing for robust operation under pressure.
- Thermal Stability: Operating temperatures typically up to 80-100°C, depending on the specific PE grade.
- Biocompatibility: Non-toxic and non-leaching, vital for medical filters and food-contact applications.
Typical PE Filter Product Specifications
| Parameter | Value Range | Unit/Description |
|---|---|---|
| Material Type | HDPE, UHMWPE | Polyethylene (Porous Grade) |
| Pore Size Range | 0.2 – 100 | µm (Microns) |
| Porosity | 30 – 50 | % |
| Operating Temperature (Max) | 80 – 100 | °C |
| Chemical Resistance | Excellent | Acids, Bases, Many Solvents |
| Typical Thickness | 0.5 – 10 | mm |
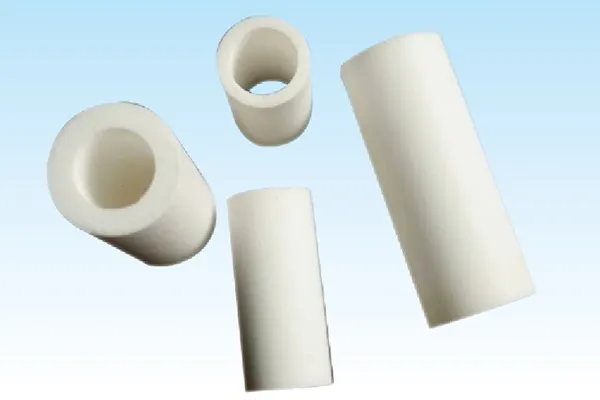
| Shapes Available | Discs, Rods, Tubes, Custom | Molded/Machined |
Manufacturing Process Flow of PE Filters
The production of high-quality PE filters involves a precise, multi-stage process designed to control pore structure, mechanical integrity, and overall performance. Our commitment to ISO 9001 standards ensures consistency and reliability at every step.
1. Material Selection & Preparation
Careful selection of high-grade HDPE or UHMWPE powder. Particle size distribution is meticulously controlled to achieve desired porosity.
2. Molding & Sintering
Powder is loaded into molds and subjected to controlled temperature and pressure (sintering). This process forms a strong, interconnected porous matrix without melting the polymer.
3. Machining & Shaping
Sintered blocks or sheets are then precisely machined using CNC equipment to create specific shapes (discs, tubes, rods) and dimensions required by the application.
4. Post-Processing & Cleaning
Filters undergo thorough cleaning processes (e.g., ultrasonic baths) to remove any contaminants and ensure purity, especially for medical filters.
5. Quality Control & Testing
Each filter undergoes rigorous testing according to internal and industry standards (e.g., ISO 2942, ASTM F316-03 for pore size distribution). Bubble point testing and flow rate verification are standard procedures.
This meticulous process ensures that our PE filters meet the highest standards for performance and reliability. The service life of these filters is significantly enhanced by their inherent chemical inertness and mechanical robustness, often exceeding that of cellulosic or glass fiber alternatives, especially in corrosive environments. Target industries benefiting from these advantages include petrochemical, metallurgy, water supply & drainage, pharmaceuticals, and diagnostics. For example, in water treatment, the corrosion resistance of PE filters significantly reduces replacement frequency and associated downtime, leading to substantial energy saving.
Technical Advantages of PE Filters
The unique characteristics of porous polyethylene provide a distinct set of advantages that make PE filters a superior choice for many demanding applications:
- Exceptional Chemical Resistance: Highly resistant to a broad spectrum of chemicals, including strong acids, bases, and many organic solvents, making them ideal for aggressive fluid handling and chemical processing.
- High Flow Rates with Low Differential Pressure: The interconnected pore structure ensures efficient fluid passage, minimizing pressure drop and consequently reducing energy consumption in pumping systems. This translates to significant energy saving in large-scale operations.
- Excellent Mechanical Strength and Durability: Particularly UHMWPE filters offer high tensile strength and abrasion resistance, leading to a longer service life and reduced replacement costs compared to fragile filter media.
- Precise and Uniform Pore Size Distribution: The controlled sintering process allows for the creation of filters with extremely uniform pore sizes, ensuring consistent filtration efficiency and reliable particle retention.
- Biocompatibility and Purity: Non-toxic, FDA-compliant grades are available, making them safe for use as medical filters, in food and beverage processing, and pharmaceutical applications. They do not leach contaminants.
- Hydrophobicity (inherent with some PE types): Can be engineered for hydrophobic properties, crucial for venting filters in medical devices or electronics to prevent moisture ingress while allowing gas exchange.
- Cost-Effectiveness: While initial investment might be slightly higher than some conventional filters, their extended service life, cleanability, and superior performance lead to lower total cost of ownership (TCO).
Application Scenarios Across Industries
The versatility and robust properties of PE filters make them suitable for a vast array of critical applications:
- Medical & Pharmaceutical:
- Medical Filters: Used in IV filters, blood filtration, orthopedic implants (as porous media for bone ingrowth), and drug delivery systems.
- Venting Filters: Essential in medical device packaging, sterile barriers, and waste container111s to allow gas exchange while blocking bacterial ingress.
- Syringe Filters: For laboratory sample preparation, sterilization, and clarification of small-volume samples.
- Laboratory & Analytical:
- Chromatography column frits, sample preparation for spectroscopy, and general laboratory filtration to remove particulates.
- Water Treatment & Environmental:
- Pre-filtration for reverse osmosis, aeration, and diffusion in wastewater treatment, sediment removal from industrial process water.
- Chemical Processing:
- Filtration of corrosive liquids, catalyst recovery, and gas-liquid separation due to their exceptional chemical resistance.
- Electronics & Automotive:
- Battery vents, sensor protection, and precision fluid filtration in manufacturing processes.
Vendor Comparison: Key Differentiating Factors
Selecting the right supplier for PE filters is crucial for ensuring optimal performance and cost-effectiveness. When evaluating vendors, B2B decision-makers and engineers should consider several critical factors beyond just price:
- Manufacturing Expertise & Technology: Look for vendors with deep experience in polymer sintering and advanced machining capabilities. This directly impacts pore size control, consistency, and the ability to produce complex geometries.
- Quality Certifications & Compliance: Adherence to international standards like ISO 9001, and specific industry certifications such as FDA compliance for medical filters, is non-negotiable for product reliability and safety.
- Customization Capabilities: The ability to offer tailored solutions (specific pore sizes, shapes, dimensions, and material blends) is a major differentiator, especially for unique application requirements.
- Technical Support & R&D: A strong technical team that can provide application engineering support, material recommendations, and collaborative R&D efforts ensures that the chosen filter is optimized for your specific needs.
- Lead Time & Supply Chain Reliability: For critical applications, consistent supply and predictable lead times are paramount. Assess a vendor’s production capacity and logistical efficiency.
- After-Sales Service & Warranty: Comprehensive warranty policies and responsive customer support for troubleshooting and technical inquiries build long-term trust and minimize operational disruptions.
- Cost-Effectiveness (Total Cost of Ownership): While initial unit cost matters, evaluate the total cost of ownership, including filter life, replacement frequency, maintenance, and impact on system efficiency. A higher-quality, longer-lasting PE filter often provides better value.
Our company, with years of specialized experience in porous polymer technology, stands as a reliable partner, offering certified products, extensive customization, and dedicated technical support to meet these discerning requirements.
Customized Solutions for Specialized Needs
Many advanced applications require filtration solutions that go beyond standard off-the-shelf products. We specialize in providing highly customized PE filters tailored to exact client specifications. Our engineering team collaborates closely with clients to develop solutions that precisely match their unique requirements, optimizing performance and integration.
Customization options include:
- Precise Pore Size Tuning: Micro-adjustment of pore size to achieve specific filtration efficiency for challenging particle sizes or molecular separation.
- Unique Shapes and Dimensions: Manufacturing filters in complex geometries, including intricate discs, rods, tubes, or custom-molded parts, to fit specialized equipment.
- Material Blends and Additives: Incorporating specific additives or blending different polymer grades to enhance properties like hydrophilicity/hydrophobicity, conductivity, or UV resistance.
- Multi-Layer Filtration: Designing filters with varying pore sizes in successive layers for graded filtration and extended service life.
- Integration with Assemblies: Providing filters pre-assembled into housings or with overmolded components for seamless integration into larger systems.
This bespoke approach ensures that whether it’s a critical venting filter for a medical device or a precision frit for analytical instrumentation, the solution is perfectly optimized for its intended purpose.
Application Case Studies: PE Filters in Action
Case Study 1: Enhanced Syringe Filters for HPLC Sample Preparation
Client: A leading pharmaceutical research laboratory.
Challenge: The laboratory was experiencing issues with particulate contamination in samples prepared for High-Performance Liquid Chromatography (HPLC), leading to column clogging and inconsistent analytical results. Their existing syringe filters were not providing adequate filtration efficiency for sub-micron particles, and some materials were causing minor sample adsorption.
Solution: We collaborated with the client to design custom 0.22 µm PE filters for their syringe filter units. These filters were manufactured from UHMWPE with a highly uniform pore structure and a specially treated surface to minimize non-specific binding of analytes.
Results: Implementation of the new PE filters resulted in a 98% reduction in column clogging incidents, significant improvement in baseline stability, and enhanced reproducibility of HPLC results. The chemical inertness of the PE material also eliminated sample adsorption issues, leading to more accurate quantification of active pharmaceutical ingredients (APIs). The lab reported a 25% increase in sample throughput due to fewer re-runs and reduced column maintenance.
Case Study 2: Long-Life Venting Filters for Medical Device Packaging
Client: A global manufacturer of sterile disposable medical devices.
Challenge: The client required a highly reliable, sterile barrier for their packaging that allowed gas exchange during ethylene oxide (EtO) sterilization and transportation, while preventing microbial contamination. Existing membrane-based venting filters were prone to tearing during handling and had inconsistent hydrophobic properties.
Solution: We developed custom-molded, hydrophobic PE filters with a precise 0.5 µm pore size. These filters were designed to withstand the rigors of the sterilization cycle and subsequent handling, ensuring integrity throughout the product’s shelf life. The inherent hydrophobicity of the PE provided superior liquid barrier properties, preventing moisture ingress.
Results: The new PE venting filters drastically reduced package integrity failures by 95%, ensuring sustained sterility for the medical devices. The filters passed all internal and external microbial barrier tests (ASTM F1608, ISO 11607) with flying colors. The client reported enhanced supply chain reliability due to fewer packaging defects and significantly improved product quality perception.
Trustworthiness: FAQ, Lead Times, Warranty, and Support
Frequently Asked Questions (FAQs)
A: Yes, PE filters offer excellent chemical resistance to most acids, bases, and many organic solvents. We recommend consulting our technical team with specific chemical compatibility questions for your application.
A: Lead times for custom PE filters vary based on complexity, order volume, and current production schedules. Generally, after design approval, production can range from 4 to 8 weeks. We provide a detailed lead time estimate upon quotation.
A: Many PE filters can be sterilized using methods such as ethylene oxide (EtO), gamma irradiation, or certain chemical sterilization protocols. Autoclaving at very high temperatures may not be suitable for all PE grades; please confirm specific grade compatibility with our technical support.
Lead Time & Fulfillment Details
We are committed to efficient order processing and timely delivery. Standard PE filters typically have a lead time of 2-4 weeks, while custom orders are quoted individually, generally ranging from 4-8 weeks. Expedited options may be available depending on manufacturing capacity and material availability. Our dedicated logistics team works to ensure seamless worldwide shipping.
Warranty Commitments
All our PE filters are manufactured to stringent quality standards and are backed by a comprehensive warranty against defects in materials and workmanship. This warranty covers a period of 12 months from the date of shipment, ensuring peace of mind for our clients. Specific terms and conditions are available upon request.
Customer Support Information
Our expert customer support team is available to assist with technical inquiries, product selection, order status, and after-sales service.
- Email: sales@example.com (placeholder)
- Phone: +1 (XXX) XXX-XXXX (placeholder)
- Hours: Monday – Friday, 9:00 AM – 5:00 PM (EST)
We pride ourselves on responsive and knowledgeable support, ensuring that our partners receive the best possible service throughout the lifecycle of their filtration solutions.
References
- ASTM International. (2009). ASTM F316-03(2009) Standard Test Methods for Pore Size Characteristics of Membrane Filters by Bubble Point and Mean Flow Pore Test. West Conshohocken, PA: ASTM International.
- ISO. (2018). ISO 2942:2018: Hydraulic fluid power – Filter elements – Verification of fabrication integrity and determination of the first bubble point. Geneva, Switzerland: International Organization for Standardization.
- FDA. (2020). Guidance for Industry: Sterile Drug Products Produced by Aseptic Processing — Current Good Manufacturing Practice. U.S. Food and Drug Administration.
- White, J. (2015). Porous Plastic: A Versatile Solution for Medical Device Filtration. Medical Device & Diagnostic Industry.
- Journal of Membrane Science. (Various Issues). Articles on polymer membrane filtration and porous media.
POROYAL is dedicated to the research and development of powder sintered porous filter technology, establishing itself as a leading innovator in advanced porous material solutions.Titanium and plastic filters POROYAL engineers deliver high-value engineering solutions to address complex product design challenges across diverse industries, including petrochemical, oilfield, water treatment, food & beverage, pharmaceutical, chemical processing, medical devices, vacuum conveying, and other specialized applications.Metal porous filter Our expertise encompasses comprehensive liquid-solid and gas-solid separation technologies tailored to meet customer-specific requirements.At POROYAL, we function as an integrated enterprise comprising four specialized divisions—dedicated to the development of Metal Sintered Porous Filters, Plastic Sintered Porous Filters, Metal Fibers, and Medical & Laboratory filtration solutions. Metal Porous Filters Manufacturer
Through collaborative innovation, we engineer sustainable technologies that enhance performance, optimize efficiency, and deliver measurable success for our customers.China Plastic Porous Filtersr|super blog