Advancing Laboratory and Industrial Precision: A Deep Dive into High-Performance syringe filters
In the intricate landscape of laboratory analysis, pharmaceutical manufacturing, and industrial fluid management, the integrity of sample preparation and process purification is paramount. Precision filtration components are indispensable for ensuring reliable data, product purity, and operational efficiency. This comprehensive article delves into the critical role and advanced engineering of syringe filters, with a particular focus on UHMW-PE (Ultra-High Molecular Weight Polyethylene) porous filters. We will explore their manufacturing intricacies, technical specifications, diverse application scenarios, and the profound advantages they offer in demanding environments.
Our discussion will cover the evolution of filtration technology, current industry trends, and the meticulous process from raw material selection to the final, rigorously tested product. We aim to provide B2B decision-makers, engineers, and researchers with an authoritative resource on selecting, implementing, and optimizing syringe filters for their specific operational needs, encompassing everything from microfiltration to complex venting requirements.
Current Industry Trends and Market Drivers for Filtration Technologies
The global market for filtration solutions is experiencing dynamic growth, driven by stringent regulatory frameworks, increasing demand for product quality, and advancements in material science. Key trends include the miniaturization of analytical processes, the rise of biotechnology and personalized medicine, and an escalating focus on environmental protection and resource recovery. This environment necessitates high-performance, cost-effective, and chemically inert filtration media.
In the pharmaceutical and life sciences sectors, there is a clear shift towards sterile and particle-free processing, making specialized medical filters and sample preparation tools like advanced syringe filters indispensable. Similarly, industrial applications demand robust, corrosion-resistant, and high-flow porous filters for efficient separation, whether in petrochemical processing, metallurgy, or advanced water treatment systems. The advent of UHMW-PE as a versatile material has significantly impacted these sectors, offering superior chemical resistance and mechanical strength compared to traditional polymers, thereby extending filter lifespan and reducing operational downtime.
Furthermore, the integration of automation in laboratories and manufacturing plants requires filtration components that are easily integrated, reliable, and consistent in performance. This drives innovation in filter design, aiming for minimal sample loss, reduced manual intervention, and enhanced throughput, thereby optimizing overall process economics.
The Manufacturing Process of syringe filters: From Raw Material to Precision Instrument
The production of high-quality syringe filters, especially those employing UHMW-PE, is a sophisticated process demanding precision engineering and rigorous quality control. The core material, Ultra-High Molecular Weight Polyethylene, is selected for its exceptional properties, including high abrasion resistance, superior chemical inertness, and biocompatibility, making it ideal for critical filtration applications.
Detailed Process Flow:
- 1. Raw Material Preparation: High-purity UHMW-PE resin granules are carefully inspected for consistency and absence of contaminants. The polymer’s molecular weight, typically ranging from 3.5 to 7.5 million g/mol, is a crucial factor in determining the final filter’s strength and porosity.
- 2. Sintering/Porous Structure Formation: Unlike traditional casting or forging, UHMW-PE porous filters are typically manufactured using a specialized sintering process. The resin granules are compacted under controlled pressure and temperature below their melting point. This allows for the formation of a highly interconnected porous structure with a precise pore size distribution, crucial for effective filtration. The choice of sintering parameters directly influences the filter’s permeability, bubble point, and mechanical integrity.
- 3. Forming and Machining: The sintered porous material is then processed into the desired disc or cylindrical shapes. This often involves precision CNC machining to achieve the exact dimensions required for integration into filter housings or syringe filter bodies. Tolerances are extremely tight, often in the micrometer range, to ensure a perfect fit and prevent bypass.
- 4. Housing Assembly: The UHMW-PE filter media is then securely integrated into a robust, chemically compatible housing, typically made of polypropylene or other inert polymers. Ultrasonic welding or precise mechanical interlocking ensures a leak-proof seal and structural integrity. For syringe filters, this involves attaching the Luer lock or Luer slip connectors.
-
5. Rigorous Quality Control and Testing: Each batch undergoes comprehensive testing to meet stringent industry standards.
- Pore Size Verification: Bubble point testing (e.g., ASTM F316-03) is performed to confirm the integrity of the porous structure and determine the maximum pore size.
- Flow Rate Measurement: Gravimetric or volumetric analysis ensures consistent flow rates under specified pressure differentials.
- Mechanical Strength: Burst pressure and tensile strength tests are conducted to ensure durability.
- Extractables/Leachables Testing: For medical and pharmaceutical applications, testing according to USP Class VI or ISO 10993 ensures minimal extractables.
- Sterilization Compatibility: Filters designed for sterile applications are validated for compatibility with common sterilization methods (e.g., autoclaving, ETO gas).
All products comply with international standards such as ISO 13485 (Medical Devices Quality Management) and typically meet or exceed requirements of FDA for materials in contact with food and pharmaceuticals.
- 6. Packaging and Sterilization: Finished filters are packaged in cleanroom environments, often individually blister-packed, and then sterilized (if required) using validated methods to ensure sterility until point of use.
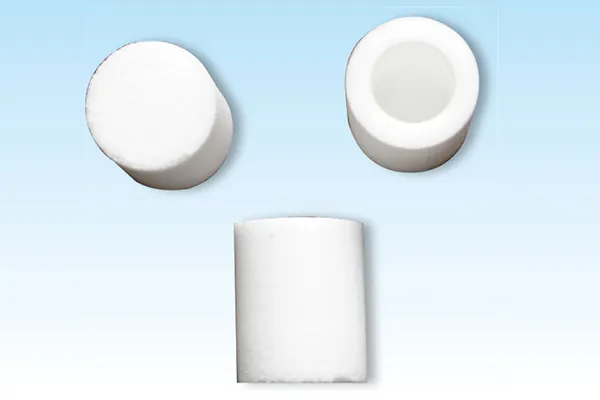
Figure 1: Illustration of a precision manufacturing step for porous UHMW-PE filter media.
The meticulous attention to each stage of this process guarantees the production of highly reliable and consistent uhmwpe filters that meet the exacting demands of modern industries, offering exceptional service life even in corrosive or high-pressure environments, proving advantageous in scenarios requiring energy saving due to optimized flow and reduced replacements.
Technical Specifications and Performance Parameters of UHMW-PE Porous Filters
UHMW-PE porous filters are engineered for superior performance across a wide range of analytical and industrial applications. Their unique material properties combined with advanced manufacturing techniques result in a filter medium with specific, verifiable characteristics essential for precision work. Key parameters include pore size, porosity, flow rate, chemical compatibility, and thermal stability.
Key Product Specifications: UHMW-PE Porous Filters
| Parameter | Typical Range / Specification |
|---|---|
| Material | Ultra-High Molecular Weight Polyethylene (UHMW-PE) |
| Pore Size Range | 0.2 µm to 200 µm (customizable) |
| Porosity | 30% – 60% (volume percentage) |
| Operating Temperature | -50°C to +80°C (continuous), up to +120°C (intermittent) |
| Chemical Compatibility | Resistant to most acids, bases, and organic solvents (pH 1-14) |
| Flow Rate (Water, 10µm, 100mm disc) | Typically >500 mL/min at 1 bar differential pressure |
| Tensile Strength | 10-25 MPa (ASTM D638) |
| Thickness | 0.5 mm to 10 mm (customizable) |
| Biocompatibility | USP Class VI (for medical grades) |
| Sterilization Compatibility | Autoclavable, ETO, Gamma Irradiation |
These specifications highlight the material’s versatility. The controlled pore size distribution is critical for precise particle retention, preventing filter clogging while maintaining optimal flow rates. High porosity ensures a greater surface area for filtration, leading to increased dirt-holding capacity and extended filter life. The broad chemical compatibility makes UHMW-PE porous filters suitable for filtering a diverse array of aggressive solvents and reagents, minimizing the risk of contamination or degradation of the filter medium.
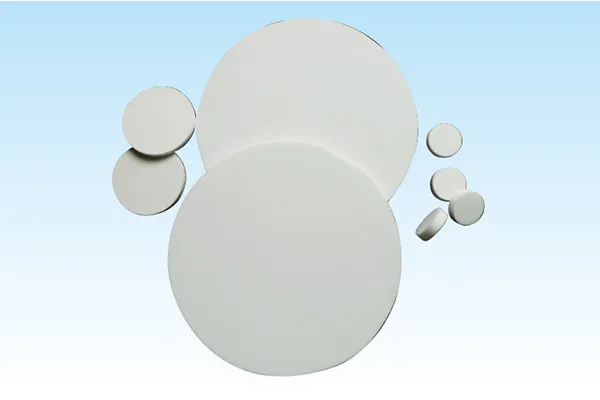
Figure 2: Close-up view of UHMW-PE porous filter media, illustrating its uniform structure.
Beyond standard analytical applications, the robust nature of UHMW-PE also enables its use in specialized functions like venting filters, where controlled gas exchange without particulate ingress is essential, particularly in sensitive instrumentation or packaging. Their inherent hydrophobicity can be a key advantage in these applications, preventing liquid breakthrough.
Key Technical Advantages and Distinctive Features
The selection of UHMW-PE for porous filters and syringe filters offers a compelling suite of advantages that address common challenges in industrial and laboratory filtration:
- Exceptional Chemical Resistance: UHMW-PE is virtually inert to a broad spectrum of chemicals, including concentrated acids, strong bases, and most organic solvents. This prevents degradation of the filter medium, minimizing extractables and ensuring sample integrity, especially crucial in pharmaceutical and chemical analysis.
- High Mechanical Strength and Durability: With an ultra-high molecular weight, this polymer exhibits superior abrasion resistance and impact strength. This translates to longer service life, even under demanding operational pressures or with highly abrasive particulate matter, reducing replacement costs and downtime.
- Biocompatibility and Low Extractables: Medical-grade UHMW-PE meets USP Class VI requirements, making it suitable for direct contact with biological samples and pharmaceutical products. Its inherent purity ensures minimal leaching of contaminants, which is vital for sterile filtration and sensitive analytical techniques.
- Precise and Consistent Pore Structure: The advanced sintering process allows for the creation of a highly uniform and interconnected porous structure. This ensures consistent filtration efficiency, predictable flow rates, and reliable particle retention across batches, essential for reproducible results.
- Hydrophobic Properties (Default): UHMW-PE is naturally hydrophobic, making it an excellent choice for gas filtration, venting filters, and applications where preventing aqueous breakthrough is critical. This property can be modified for hydrophilic applications if required.
- Cost-Effectiveness through Longevity: While initial costs might be comparable to other high-performance polymers, the extended service life and reduced need for replacements due to its robust nature translate into significant long-term cost savings and improved operational efficiency.
Comparative Analysis: UHMW-PE Porous Filters vs. Other Common Media
To illustrate the distinct advantages, a comparison with commonly used filter materials is beneficial:
| Characteristic | UHMW-PE Porous Filters | Nylon/PES Membranes | Glass Fiber Filters | Sintered Stainless Steel |
|---|---|---|---|---|
| Chemical Resistance | Excellent (Broad pH range, most solvents) | Good (pH limitations, some solvents) | Good (Acid/Base limitations) | Excellent (Specific acids/chlorides can corrode) |
| Mechanical Strength | Very High (Abrasion/Impact resistant) | Moderate (Brittle at times) | Low (Fragile) | High (Rigid) |
| Pore Size Uniformity | Excellent | Excellent (Surface filtration) | Moderate (Depth filtration) | Good |
| Biocompatibility | Excellent (USP Class VI) | Good | Poor (Shedding issues) | Good (Limited by metal ion leaching) |
| Temperature Limit | ~80-120°C | ~100-130°C | >400°C | >500°C |
| Applications | Lab, Pharma, Chemical, Venting | Lab, Pharma, Microelectronics | General lab, Pre-filtration | High temp, High pressure, Harsh chemical |
This comparison clearly demonstrates the unique value proposition of UHMW-PE porous filters, particularly where a balance of chemical inertness, mechanical robustness, and high purity is required at moderate temperatures. While sintered stainless steel offers higher temperature resistance, UHMW-PE often surpasses it in terms of chemical compatibility with certain aggressive media and significantly reduces potential metal ion contamination.
Diverse Application Scenarios Across Industries
The robust characteristics of UHMW-PE porous filters and syringe filter variants make them adaptable to a vast array of critical applications across various industries. Their reliability under challenging conditions translates into enhanced process efficiency and product quality.
Target Industries and Specific Use Cases:
- Pharmaceutical and Biotechnology:
- Sample Preparation for HPLC/GC: Eliminating particulate matter from samples prior to analytical chromatography prevents column clogging and extends column lifespan, ensuring accurate and reproducible results.
- Sterile Venting: UHMW-PE venting filters are crucial for fermenters, bioreactors, and storage tanks, allowing sterile gas exchange while preventing microbial contamination and pressure imbalances.
- Cell Culture Media Filtration: Ensuring aseptic conditions and removing aggregates from cell culture media.
- API Purification: Filtration of Active Pharmaceutical Ingredients (APIs) and excipients to remove impurities.
- Chemical Processing:
- Corrosive Liquid Filtration: Handling strong acids, bases, and aggressive organic solvents where metallic or less resistant polymer filters would fail.
- Catalyst Recovery: Efficient separation of fine catalyst particles from reaction mixtures.
- Gas Purification: Removal of particulates from process gases in sensitive chemical synthesis steps.
- Water Treatment and Environmental Monitoring:
- Water Sample Pre-filtration: Preparing water samples for heavy metal analysis, TOC (Total Organic Carbon), or pathogen detection.
- Particulate Removal in Analytical Instruments: Protecting sensitive sensors and flow paths from particulate fouling.
- Food and Beverage:
- Clarification of Liquids: Removing undesirable particles from beverages, flavorings, or food ingredients to improve clarity and stability.
- Sterile Air Venting: Ensuring aseptic conditions in processing tanks and storage vessels.
- Electronics and Semiconductor:
- Ultrapure Water Filtration: Pre-filtration stages to protect downstream ultra-fine filters.
- Chemical Slurry Filtration: Ensuring the purity of polishing slurries used in semiconductor manufacturing.

Figure 3: Typical laboratory setup utilizing syringe filters for sample preparation.
These varied applications underscore the adaptability and critical importance of UHMW-PE porous filters in maintaining high standards of purity and efficiency across diverse industrial and scientific domains. The ability to customize pore sizes and configurations further enhances their utility, addressing highly specific filtration challenges.
Vendor Comparison and Selection Criteria for syringe filters
Selecting the right vendor for syringe filters and other porous media is as critical as selecting the product itself. The choice impacts not only product performance but also supply chain reliability, technical support, and the potential for customized solutions. Key criteria for evaluation extend beyond mere price points to encompass quality, expertise, and service commitment.
Essential Vendor Evaluation Factors:
- Quality Certifications and Compliance: Verify adherence to international standards such as ISO 9001 (Quality Management Systems), ISO 13485 (Medical Devices), and FDA regulations (21 CFR Part 177 for food contact materials). Certificates of Analysis (CoA) and Batch Records should be readily available.
- Technical Expertise and R&D Capabilities: A reputable vendor should possess deep technical knowledge of porous materials, filtration science, and application engineering. Evidence of ongoing R&D and the ability to provide detailed technical support for complex filtration challenges are crucial.
- Customization Options: The ability to tailor pore sizes, dimensions, material compositions (e.g., specific additives for enhanced hydrophilicity), and housing designs to meet unique application requirements is a significant advantage.
- Supply Chain Reliability and Lead Times: Consistent product availability, efficient logistics, and transparent lead time commitments are vital for maintaining uninterrupted operations, particularly for critical components.
- Post-Sales Support and Warranty: Comprehensive customer service, responsive technical support for troubleshooting, clear warranty terms, and a commitment to resolving any performance issues build long-term trust.
- Industry Experience and Track Record: Longevity in the market and a proven track record with key industry players (e.g., partner clients in petrochemical, metallurgy, pharmaceutical) indicate reliability and established expertise.
Partnerships with vendors who offer comprehensive testing, material certifications, and a collaborative approach to problem-solving will ultimately lead to more robust and optimized filtration solutions for any B2B operation.
Customized Solutions and Collaborative Development
While standard uhmwpe filters cater to a wide range of applications, many advanced B2B operations require highly specialized filtration solutions. Our commitment to innovation extends to offering bespoke customization services, transforming specific operational challenges into optimized filtration components.
Our engineering team collaborates closely with clients to understand their unique requirements, which might include specific pore size distributions, unusual geometries, specialized chemical compatibility for exotic solvents, or integration into complex automated systems. This collaborative development process ensures that the final product is perfectly aligned with the client’s needs, often resulting in performance enhancements, cost efficiencies, and streamlined processes.
- Design & Prototyping: Utilizing CAD/CAM and rapid prototyping techniques, we can quickly move from concept to functional prototypes for testing and validation.
- Material Modification: Exploring different grades of UHMW-PE or surface treatments to achieve desired properties like enhanced hydrophilicity or oleophobicity.
- Advanced Integration: Designing filter components for seamless integration into existing or new equipment, including specialized housings and sealing mechanisms.
- Scalability: Ensuring that custom solutions are scalable from small-batch prototyping to large-volume production while maintaining consistent quality.
Our long-standing relationships with leading enterprises in sectors like petrochemicals, pharmaceuticals, and environmental engineering are a testament to our capability in delivering tailored, high-performance porous solutions that push the boundaries of conventional filtration.
Real-World Application Case Studies and Client Success Stories
The practical impact of high-quality uhmwpe filters is best illustrated through real-world applications where they have demonstrably solved complex challenges and improved operational outcomes.
Case Study 1: Enhanced Efficiency in Pharmaceutical Sample Preparation
A major pharmaceutical company faced consistent issues with particulate contamination in their HPLC samples, leading to frequent column blockages and reduced analytical throughput. Traditional membrane-based syringe filters either shed particles or degraded with aggressive solvents used in their formulations.
- Solution: Implementation of UHMW-PE porous filters with optimized pore size for their specific sample matrix. The inherent chemical resistance and low extractables of UHMW-PE ensured no interaction with the complex drug compounds.
- Outcome: The client reported a 40% reduction in HPLC column fouling incidents, a 25% increase in sample throughput due to faster filtration rates, and significant savings on column replacement costs. The consistent quality of the UHMW-PE filters provided reproducible analytical results, reinforcing their quality control processes.
Case Study 2: Corrosion Resistance in Petrochemical Venting Systems
An oil and gas refinery operating in a harsh coastal environment experienced premature failure of conventional metal and plastic venting filters on their storage tanks due to saltwater corrosion and aggressive hydrocarbon vapors. This led to frequent maintenance and safety concerns.
- Solution: Custom-engineered UHMW-PE venting filters were designed to replace the failing components. The superior chemical inertness of UHMW-PE provided exceptional resistance to both corrosive vapors and saline environments.
- Outcome: Filter lifespan increased by over 300%, drastically reducing maintenance frequency and associated costs. The enhanced durability and consistent performance contributed to improved operational safety and compliance with environmental regulations by preventing uncontrolled emissions.
Case Study 3: High-Purity Filtration in Medical Device Manufacturing
A medical device manufacturer required ultra-high purity filtration for a critical component assembly line, where even microscopic particulates could compromise device functionality. They needed medical filters that met strict biocompatibility standards and offered absolute particle retention.
- Solution: We provided specific grades of UHMW-PE porous filters, manufactured in a cleanroom environment and certified to USP Class VI standards. The filters were integrated at critical points in their fluidic pathways and air lines.
- Outcome: The client achieved their target of zero particulate contamination in the final product assembly. The excellent biocompatibility of the filters ensured no adverse reactions with biological fluids or patient contact components. This led to enhanced product reliability and expedited regulatory approvals.

Figure 4: Quality control and validation procedures ensuring filter integrity for critical applications.
These case studies underscore our capability to deliver reliable, high-performance filtration solutions that directly address complex industrial and scientific challenges, consistently exceeding client expectations for quality and operational efficiency.
Frequently Asked Questions (FAQ) about syringe filters and UHMW-PE Porous Media
Q1: What is the typical lead time for custom UHMW-PE porous filters?
A: Lead times for custom orders vary based on complexity and volume. For standard customized designs, prototyping can take 2-4 weeks, followed by a production lead time of 4-8 weeks. We work closely with clients to establish realistic timelines and expedite orders where possible, ensuring clear communication throughout the process.
Q2: What kind of warranty do you offer on your UHMW-PE porous filters?
A: We stand behind the quality of our products with a comprehensive warranty against manufacturing defects and material failures under normal operating conditions. The specific terms and duration vary by product line and application, but generally, a 12-month warranty from the date of purchase is provided. Full warranty details are available upon request and with each product shipment.
Q3: How do I determine the correct pore size for my application?
A: Selecting the optimal pore size depends on several factors: the size of the particles to be removed, the desired clarity or sterility of the filtrate, and the viscosity of the fluid. Our technical support team is available to assist with this crucial selection process, offering recommendations based on your specific sample matrix, analytical method, and flow rate requirements. We can also provide samples for validation testing.
Q4: Are your UHMW-PE medical filters compliant with regulatory standards?
A: Yes, our medical-grade UHMW-PE filters are manufactured under strict quality management systems compliant with ISO 13485 and meet USP Class VI requirements for biocompatibility. We provide full documentation and certifications to support regulatory submissions for medical device applications.
Q5: What after-sales support do you provide for your porous filters?
A: Our commitment extends beyond the sale. We offer comprehensive after-sales support including technical consultations, troubleshooting assistance, performance validation guidance, and product training. Our dedicated customer service team is readily available via phone, email, and online portals to address any inquiries or issues you may encounter.
For any further questions or specific requirements, please do not hesitate to contact our expert team.
Commitment to Quality, Service, and Sustainability
With over two decades of specialized experience in porous material engineering, we have established ourselves as a trusted partner for B2B clients worldwide. Our unwavering commitment to quality is underpinned by stringent manufacturing protocols, adherence to international standards like ISO 9001 and ISO 13485, and continuous investment in advanced R&D. We pride ourselves on the consistency, reliability, and superior performance of our UHMW-PE porous filters and syringe filters.
Beyond product excellence, our dedication extends to providing unparalleled customer service. We understand the critical nature of your operations and offer proactive technical support, flexible customization options, and reliable supply chain management. Our collaborative approach ensures that our filtration solutions not only meet but exceed your specific requirements, fostering long-term partnerships built on trust and mutual success.
We also recognize our responsibility towards environmental stewardship. Our manufacturing processes are designed for efficiency and minimal waste, and UHMW-PE itself is a recyclable polymer, contributing to more sustainable filtration practices within your industry. Choose our advanced UHMW-PE porous filters for a blend of innovation, performance, and reliability that drives your success.
References
- ISO 9001:2015 Quality Management Systems – Requirements. International Organization for Standardization.
- ISO 13485:2016 Medical devices – Quality management systems – Requirements for regulatory purposes. International Organization for Standardization.
- USP Class VI Biological Reactivity Tests, In Vivo. United States Pharmacopeia.
- ASTM F316-03(2018) Standard Test Methods for Pore Size Characteristics of Membrane Filters by Bubble Point and Mean Flow Pore Test. ASTM International.
- 21 CFR Part 177 – Indirect Food Additives: Polymers. U.S. Food and Drug Administration.
POROYAL is dedicated to the research and development of powder sintered porous filter technology, establishing itself as a leading innovator in advanced porous material solutions.Titanium and plastic filters POROYAL engineers deliver high-value engineering solutions to address complex product design challenges across diverse industries, including petrochemical, oilfield, water treatment, food & beverage, pharmaceutical, chemical processing, medical devices, vacuum conveying, and other specialized applications.Metal porous filter Our expertise encompasses comprehensive liquid-solid and gas-solid separation technologies tailored to meet customer-specific requirements.At POROYAL, we function as an integrated enterprise comprising four specialized divisions—dedicated to the development of Metal Sintered Porous Filters, Plastic Sintered Porous Filters, Metal Fibers, and Medical & Laboratory filtration solutions. Metal Porous Filters Manufacturer
Through collaborative innovation, we engineer sustainable technologies that enhance performance, optimize efficiency, and deliver measurable success for our customers.China Plastic Porous Filtersr|super blog